|
|
|
|
Umbau Richtmaschine
|
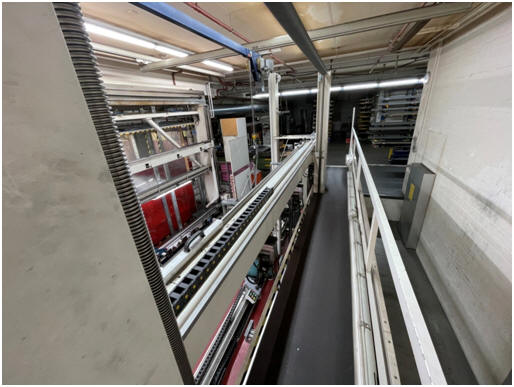
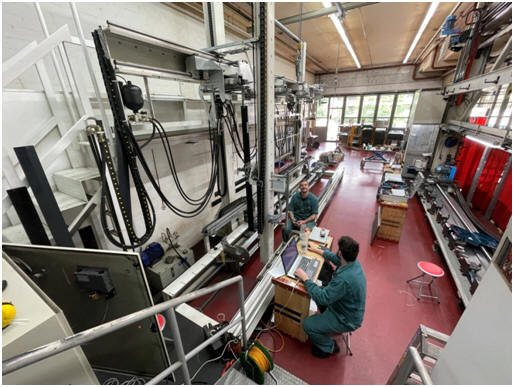
Bild 1: Ansicht der Richtmaschine während der Inbetriebnahme
|
2. Vorwort
· Modernisierung einer kundenseitig gefertigten Richtmaschine durch WIAP · Ein Kunde hatte eine eigene Richtmaschine konstruiert, die auf die Bearbeitung von sechs unterschiedlichen Bauhöhen ausgelegt ist. Da die bestehende SPS-Steuerung (PLC) den Anforderungen für eine zukünftige Erweiterung nicht mehr genügte, erhielt WIAP den Auftrag, die Anlage umfassend zu modernisieren und zu optimieren. · Im Rahmen dieses Projekts wurde ein analoges Messsystem integriert sowie ein benutzerfreundliches HMI (Human Machine Interface) installiert, über das alle relevanten Einstellungen direkt eingegeben werden können. Zusätzlich wurde die Schmierung neu aufgebaut und weitere technische Ergänzungen vorgenommen. · Ein zentraler Bestandteil der Modernisierung war auch der Austausch des veralteten Elektroschranks durch eine zeitgemässe Lösung. · In diesem Bericht geben wir einen Einblick in die vorgenommenen Arbeiten und zeigen weiterführende Informationen wie Skizzen, Schemazeichnungen und situationsbezogene Darstellungen. · Besonderes Augenmerk wurde auch auf die Strukturierung des Ablagesystems gelegt, damit sämtliche Unterlagen und Informationen jederzeit – auch langfristig – schnell auffindbar bleiben.
|
3. Einführung der MaschinenerklärungDie Maschine richtet Hydraulisch oben und unten mit je 3 Richtzylinder über Servoventile die Gestelle. Dann hat sie noch ein Vertikal Richtsystem eingebunden, das die dünnen Querstreben richten muss
Bild 3.1 Inbetriebnahme des neuen Steuerungssystems
|
 Bild
3.2 Die Maschine ist hoch, die Werkstücke werden stehend bearbeitet
Bild
3.2 Die Maschine ist hoch, die Werkstücke werden stehend bearbeitet
|
|
Bild 3.3 Die Werkstücke werde unten gerichtet und oben hier die Sicht von oben
|
Bild 3.4 Der Richtplatz oben mit einem Joystick und einem Steuerpanel |
|
Bild 3.5 Jim Widmer links und Sven Widmer rechts, nach dem Umbau
|
4. Schmierung
Eine automatische Schmierung verhindert, dass die Operateure regelmässig Schmieren müssen. Bis der Öltank leer ist, geht alles von selbst, dann wenn kein Öl mehr gibt es Alarm.
Bild 4.1 Schmierpumpe mit Ölniveau Kontrolle und Alarm, wenn kein Öl vorhanden ist
|
|
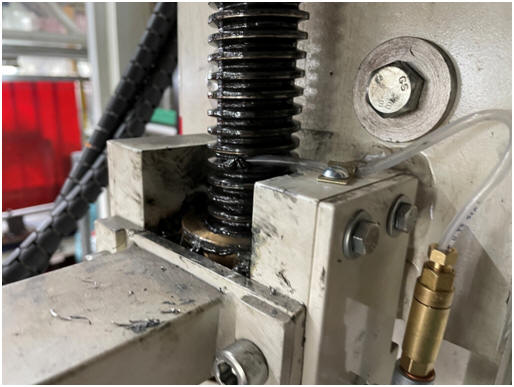
Bild 4.2 Die Fettgeschmierte Spindel wird künftig mit Öl geschmiert
|
Bild 4.3 Pro Spindelmutter ist eine Dossiereinheit angebracht, welche beim erreichen von 15 Bar ein Tropfen Öl an die Spindel durchlässt.
|
|
Bild 4.4 Die Verteilung von der Spindelmutter 1 zur Spindelmutter 2. Eine Dossiereinheit mit 0,16 Ölmenge
|
Bild 4.4 Für Trapezspindel ist eine Fettschmierung manchmal etwas schwergängiger. Vor allem, wenn Staub belastete Luft vorhanden ist. Es dauerte einige Zeit, bis das Fett das auch Hart wurde, mit dem Schmutz vermischt aus der Mutter rausgereinigt wurde. Anfangs war die Spindel heiss nach ein wenig Auf und Ab fahren und reinigen und Nachschmieren war es dann ok.
|
5. Absolutes Messsystem für unterschiedliche Höhen
Die alte Nockensteuerung war nicht mehr ausbaubar. Mit dem neuen System können viel weitere Positionen angefahren werden. Das Zweiteilige Zahnrad auf der Trapezspindel mit einem Klemmsystem ermöglichte eine Montage ohne Demontage der Spindel. Der Absolut Geber verliert die Position nie. Benötigt auch kein Referenzpunkt anfahren.
Bild 5.1 Absolut Geber Anbau mit Zweiteiligen Zahnrad, das ohne Spindeldemontage angebaut werden kann. Ein zweiter Referenzring war nötig, dass das Zahnrad auch nach der Trennung im Hundertstel mm auf der richtigen Lage ist. So stimmt auch der Rundlauf.
|
Bild 5.2 Der Absolute Encoder behält die Position und so muss der Operateur nicht mehr umstellen an der Anlage für die diversen Werkstücke.
Nachfolgend noch etwas Informationen, wo wir zeigen, dass eine gute AVOR den Umbaute erleichtert. Aufwendiges wird mit dem Komfort CAD Programm gemacht, einfaches mit einem Sketch Programm, das auf jeder WIAP Anlage installiert ist.
|
|
Skizze 5.3 Geberanbau
|
Skizze 5.4 Für die CNC Fräse war gut die Koordinaten festzulegen zum Programmieren.
|
6. Hydraulik
Bild 6.1 Hydraulik Aggregat. Wird warm nach einiger Zeit, ein Ölkühler könnte hilfreich sein
|
Bild 6.2 Alle Servoventile haben einen Druckspeicher, dass die Verfahrgeschwindigkeit nicht ungleich ist.
|
|
Bild 6.3 3 untere solche Richtzylinder sind für die Geradheit der Werkstücke zuständig
|
Bild 6.4 3 obere solche Richtzylinder sind für die Geradheit der Werkstücke zuständig
|
|
Bild 6.5 Das ist die Ansteuerung für die vertikale Richtvorrichtung
|
Bild 6.6 Da die Querstreben dünner sind, muss diese sehr fein reguliert werden können.
|
7. Steuerung / Schaltschrank
Bild 7.1 Den alten Elektroschrank haben wir entfernt. Es war einfacher, den neuen im Hause WIAP vorzubereiten.
|
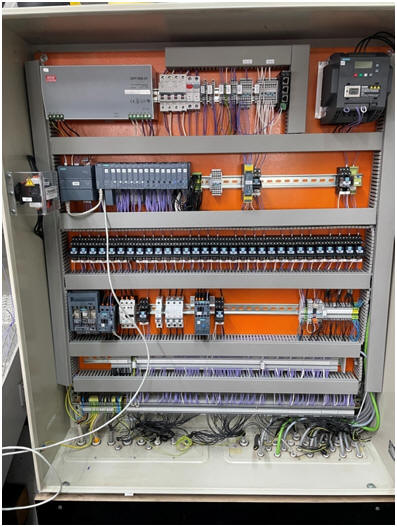
Bild 7.2 Einbau der neuen SPS und des ganzen elektrischen Teils. Die SPS Steuerung hat 10 analoge Ein- und Ausgänge
|
|
Bild 7.3 Fertiger Elektroschrank
|
Bild 7.4 Obwohl die Bestellung einige Wochen Vorlauf hatte, hat Siemens durch die Lieferengpässe ev. jetzt in der Corona Krise ein paar Komponenten erst Lieferverfügbarkeiten, Wochen nachdem wir hätten liefern müssen. Dank der Flexiblitiät eines Siemens Mitarbeiters konnte die Lieferung mit vorhandener Ware zusammengestellt werden, dass kein Lieferverzug nötig war.
|
|
Bild 7.5 Ansicht des Bediengerätes HMI von innen
|
Bild 7.6 Ansicht des ganze Elektroschrankes nach dem Umbau
|
|
Bild 7.7 Das neue HMI ermöglicht für den Operateur beliebige Bauteil Arten anzutippen. Es gibt 2 Seiten für die Eingabe von diversen Bauteil Typen.
|
Bild 7.8 Auf einer Einricht Unterseite können die Geschwindigkeiten diverser Regulierungen noch individuell eingestellt werden. Richtzylinder Oben, Richtzylinder Unten und Richtzylinder Vertikal. Auch die Berechnungsformel des Proportional Ventils kann verstellt werden. Diese Seite ist nur bei der Inbetriebnahme hilfreich, sonst kann sie unverändert bleiben.
|
|
Bild 7.9 Noch eine weite Unterseite für Einstellungen
|
Skizze 7.10 Am neuen HMI kann auch angezeigt werden, welcher Notstopp von allen 4 gedrückt ist. Das ging beim alten System nicht
|
|
Bild 7.11 Die PLC Programmierung für die Detail
|
Bild 7.12 Ansicht der Maschine für den Operateur, wenn er die Werkstücke oben richtet
|
|
Bild 7.13 Das Bedienpanel für den Operateur
|
Bild 7.14 Bedienpanel noch mit dem Joystick, davon sind 3 Stk. vorhanden
|
8. Umbau Vorher und Nachher
Bild 8.1 Alter Steuerschrank vor dem Umbau
|
Bild 8.2 Neuer Steuerschrank nach dem Umbau
|
|
Bild 8.3 Altes Panel vor dem Umbau
|
Bild 8.4 Altes unteres Panel vor dem Umbau
|
|
Bild 8.5 Vorher
|
Bild 8.6 Nachher
|
|
Bild 8.7 Vorher
|
Bild 8.8 Nachher
|
9. Schlusswort
Technisch herausfordernder Umbau mit spannenden Einblicken in Hydraulik und Systemintegration
Dieser Umbau stellte eine besondere Herausforderung dar – vor allem im Bereich der Hydraulik, die mit mehreren Proportionalventilen ausgestattet ist. Die Inbetriebnahme brachte einige spannende und lehrreiche Momente mit sich. Auch die Zusammenarbeit mit verschiedenen Lieferanten zeigte deutlich, wie wichtig Verlässlichkeit und technische Kompetenz sind – gerade nach einem solchen Umbau lassen sich Lieferanten deutlich besser beurteilen. Gleichzeitig eröffnen sich durch solche Projekte neue Kontakte und Partnerschaften mit potenziellen künftigen Lieferanten.
Frühere Erfahrungen mit hydraulischen Kopierdrehmaschinen und variablen hydraulischen Systemen mit Servoventilen waren bei der Analyse und Umsetzung hilfreich und trugen dazu bei, das System schneller zu verstehen und gezielt zu optimieren.
Für WIAP war dieses Projekt besonders spannend, da es den üblichen Rahmen – etwa Hydrauliklösungen für Kraftspannfutter oder Reitstockpinolen bei Drehmaschinen – deutlich erweitert hat. Der Umbau eröffnete neue Perspektiven im Bereich der Hydrauliksteuerung und -integration.
Da es sich bei dieser Maschine um eine Eigenkonstruktion des Kunden handelt, die zahlreiche durchdachte und clevere Lösungen enthält, werden wir aus Gründen des geistigen Eigentums auf eine detaillierte Beschreibung des Bearbeitungsablaufs verzichten.
WIAP hat im Rahmen des Projekts zusätzliche Erweiterungen eingebracht, die dem Kunden die Bedienung deutlich erleichtern – so lässt sich die Maschine heute wesentlich effizienter und intuitiver nutzen als vor dem Umbau.
|
10. Kompliment
Besonderes Lob an die Projektverantwortlichen
Ein herzliches Kompliment geht an die beiden Projektverantwortlichen Sven Widmer und Jim Widmer. Sie haben bei diesem Umbau erneut eindrucksvoll gezeigt, mit welchem Engagement und welcher Fachkompetenz sie sich mit einem Projekt identifizieren.
Für die erfolgreiche Umsetzung mussten sämtliche Wissensbereiche mobilisiert werden – von der Planung bis zur Inbetriebnahme. Der komplette Aufbau wurde zunächst im Hause WIAP vorbereitet und anschliessend vor Ort beim Kunden montiert. Bereits nach zwei Tagen konnte die Anlage erfolgreich in Betrieb genommen werden.
Natürlich gab es einige technische „Knacknüsse“ zu lösen – doch alles funktionierte auf Anhieb. Eine grossartige Leistung, die höchste Anerkennung verdient. Kompliment – Hut ab!
WIAP ® AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Telefon: ++ 41 62 752 42 60 Fax: ++ 41 62 752 48 61 wiap@widmers.info www.widmers.info / www.wiap.ch.
Erstellt: Sw / jw / iw / hpw 00505
|
![]()
![]()
![]()
![]()