|
|
|
|
Umbau Schweisslehre
|
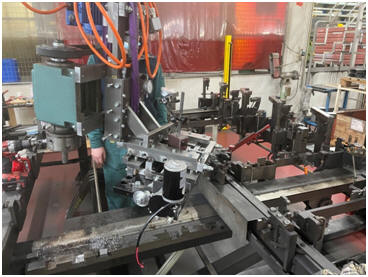
Bild 1: Vorhandene Schweissrahmen Vorrichtung Lehre umbauen auf mehr Werkstücke Von WIAP, Konstruktion, Herstellung und Anbau. Diese Vorrichtung ist gebaut, dass ein Roboter alle Schweissarbeiten automatisch Mannlos/ Mannarm ausführt. |
2. VorwortProjektanpassung der Schweisslehre aufgrund neuer Rahmenmodelle
Der Kunde hat neue Rahmenmodelle in sein Produktprogramm aufgenommen. Dies machte Erweiterungen an der bestehenden Schweisslehre erforderlich. Unter anderem musste eine Kerbe eingefräst sowie verschiedene zusätzliche Komponenten angebaut werden.
Anstatt den bisherigen Hersteller der Schweisslehren anzufragen, wandte sich der Kunde an WIAP, um die Machbarkeit dieses Projekts zu prüfen. Aufgrund der interessanten Anforderungen entschied sich WIAP dazu, ein entsprechendes Angebot zu unterbreiten – und erhielt den Auftrag dankend.
Im Rahmen der Umsetzung waren einige neue Anbauten notwendig. Dabei war es besonders wichtig, dass die bereits produzierten Rahmentypen weiterhin unverändert gefertigt werden konnten.
|
3. Projekt Erklärung1. Konstruktion und Bau einer Spezial-Fräsvorrichtung
2. Komplette Vorrichtung
3. Aufbau und Anpassung an der Schweisslehre
4. Zusätzliche Komponenten und Modifikationen
5. Strebenanschläge
|

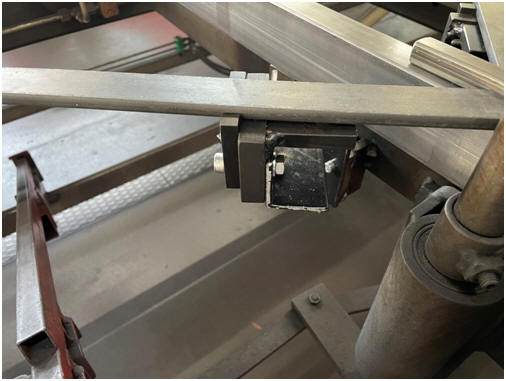
Bild 3.1 Flacheisen Abstützung mit Magnet, dass der Roboter dann schweissen kann

Bild 3.2 Diese Flacheisen müssen im mm genau eingelegt werden für die Roboterschweissung |
|
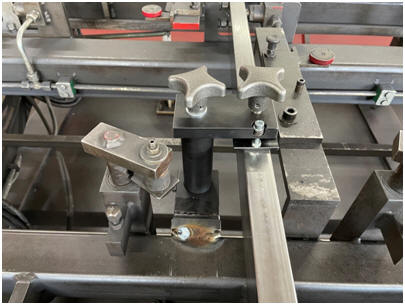
Bild 3.3 Dieser Niederhalter musste dazwischen gebaut werden, dass der Rahmen wenn man vorne ohne Klemmung schweissen will, dem Operateur nicht an den Kopf hüpft
|
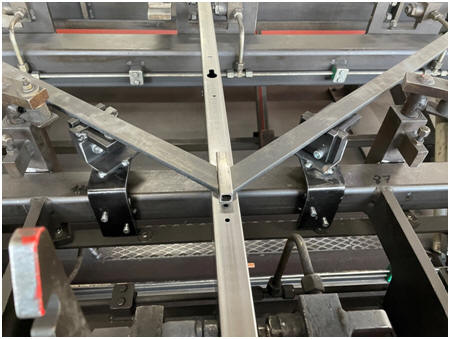
Bild 3.5 16 solche Halterungen anbringen an Orten, das alle anderen Rahen nicht stört
|
|
Bild 3.6 Vorbereitung für die Roboter Schweiss Programmierung
|
Bild 3.7 So eine Fräsung 15 mm tief und 40 breit musste im Zehntel mm genau an 4 Holme eingefräst werden. Um die Vorrichtung nicht zerlegen zu müssen, hat die WIAP eine Fräsvorrichtung konstruiert, um sie an die Vorrichtung anzubauen und die Fräsung zu machen.
|
|
Bild 3.8 Fräsvorrichtung Transport zu Frässtelle |
Bild 3.9 Fräsvorrichtung für die Nutenfräsung
|
|
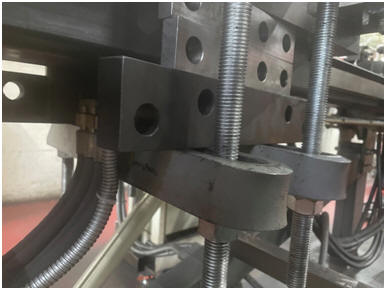
Bild 3.10 Eine Klemmung wie beim MEMV Verfahren, robust und gut befestigt mit M24
|
Bild 3.11 Die Fräsvorrichtung Spindelstock von einer Drehmaschine und einem eigenen Vorschub Motor
|
4. Schlusswort
Projektbewertung
Das gesamte Projekt war für WIAP sehr interessant und zugleich anspruchsvoll. Es umfasste umfangreiche Fräsarbeiten, zahlreiche Schweissarbeiten sowie mehrere Stunden intensiver Konstruktion.
Besonders herausfordernd war der enge Zeitrahmen: Der Anbau und die Anpassungen mussten innerhalb kurzer Zeit realisiert werden, um den laufenden Produktionsprozess des Kunden nicht zu unterbrechen oder zu verzögern. Dank sorgfältiger Planung und effizienter Umsetzung konnte das Projekt erfolgreich und termingerecht abgeschlossen werden.
|
WIAP ® AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Telefon: ++ 41 62 752 42 60 Fax: ++ 41 62 752 48 61 wiap@widmers.info www.widmers.info / www.wiap.ch.
Erstellt: Sw / jw / iw / hpw 00505
|
![]()
![]()
![]()
![]()